前面文章我有介绍过 矿物铸件 是由环氧树脂为胶黏剂、天然矿物质为増强材料加入其他添加剂,复合而成的一种树脂基矿物复合材料。胶黏剂中树脂、固化剂等国内外很多企业已经研究出性能较好的环氧固化物体系,如Olin、 Rampf、G-Tack、江门旭海、广州聚合等。而在矿物铸件中占比80-90%以上的矿物填料的选择对矿物铸件的生产工艺、加工、物理性能也是特别重要的,本篇文章就对材料的选择、配比、性能测试做一些实验及研究。
国内外生产矿物铸件的产品大体分为两大派系,一个是花岗岩颗粒作为增强材料的矿物铸件产品,简称花岗岩体系(如图1所示)。一个是以河沙为增强材料的矿物铸件产品,简称河沙体系(如图2所示)。河沙体系是从国外流传进来的,其主要工艺就是将河沙进行筛选后,按不同级配加入环氧树脂和固化剂常温混合而成。主要特点是固化前的混合物流动性好,选材方便、成本相对较低。花岗岩体系是从 人造大理石 (人造花岗岩)演变发展起来的,是用天然大理石或花岗岩的碎石为填料,用环氧树脂为胶黏剂,经搅拌成型、研磨和抛光后制成的。由图1图2对比可以发现,花岗岩系矿物铸件在外观上有类似天然大理石的特性,特别是研磨性能的优越使得河沙系产品的外观无法比拟。
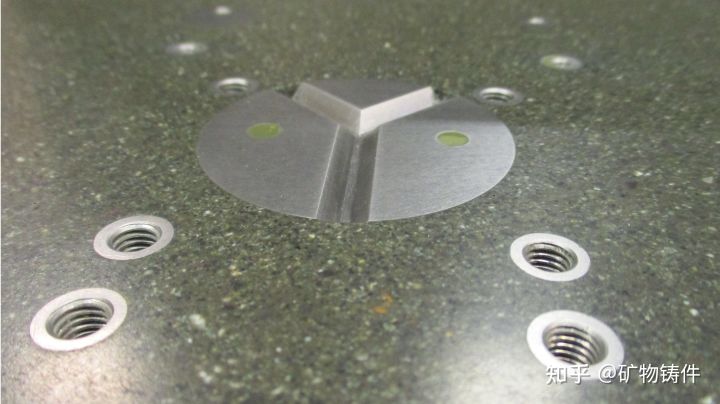
图1 花岗岩系 矿物铸件

图2 河砂系 矿物铸件
由于矿物原材料的产地属性,从经济角度考量,从而选择适合的体系配方生产,无疑是生产厂家的最佳选择。本次九游会实验研究的是河砂系的配方,希望能抛转引玉,给各界研究者或同行一些参考。
一、原材料选型
1.1、环氧树脂胶黏剂
本次实验采用的是G-Tack 1050型号,环氧树脂为4,4'-(1-甲基亚乙基)双苯酚与(氯甲基))环氧乙烷的改性环氣树脂,固化剂为异佛尔酮二胺及部分催化剂。环氧树脂的选用,需要考虑矿物铸件浇铸成型的时间长短(也就是工艺),配方中胶黏剂使用量跟混合后的流动性,是常温固化还是加温固化,最后就是成本,这些因素决定了环氧树脂胶黏剂的配方及工艺。表1为 G-Tack 1050成品检验报告。
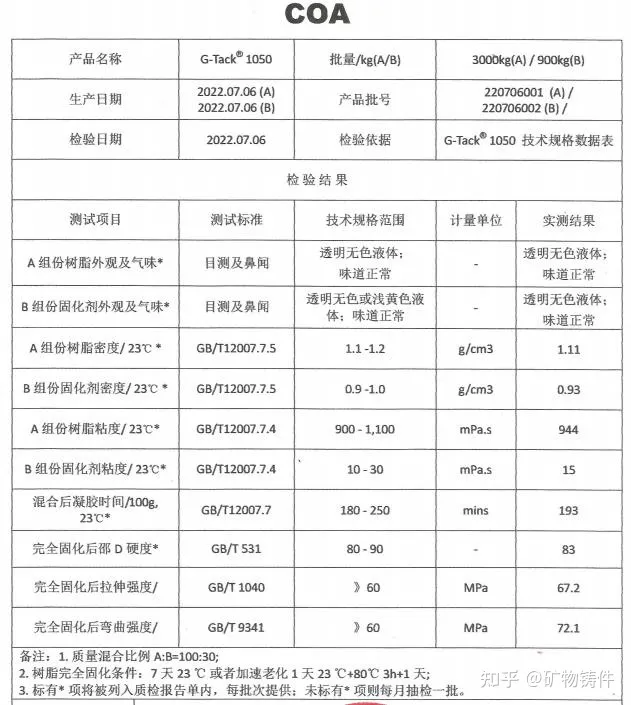
表1 G-Tack 1050 COA
1.2、脱模剂
脱模剂在很多领域如压铸、注塑等模具成型中起到至关重要的作用,主要是为了防止材料在成型过程中与模具材料发生粘连,使得产品脱模的时候发生变形乃至破损而不能得到完好的产品,脱模剂可以在模具表面形成一层致密的隔离膜,减少产品与模具之间的粘接力。矿物铸件用脱模剂的选择要从两个方面来考虑,一是模具的材质,比如木模就需要木模专用的脱模剂,不能对模具有腐蚀性;二是环氧树脂胶黏剂的体系,不能参与两者的反应,成型后也不会产生其他小分子危害环境。比如水性跟油性脱模剂在实际使用中,水性的挥发快,但对金属模具表面会产生一定的腐蚀,油性的脱模剂一般含有机硅,不环保。本实验中选用脱模剂为氟硅混合水性脱模剂(SRC-8203),由厦门欣力得贸易有限公司提供,其脱模效果较好。
1.3、胶衣
胶衣同脱模剂一样,属于分离产品跟模具的一种介质,作用除了有助于脱模以外,另外一个作用是避免矿物铸件制品表面粗糙,减少产品孔洞,以提高制品的耐候、耐腐蚀、耐磨等性能并给制品以漂亮的外观,因此得在模具表面涂抹,形成一层致密的覆盖薄层,一般厚度在0.4-0.5mm。胶衣的种类也有很多,矿物铸件的胶衣选用,需要根据环氧树脂胶黏剂的体系选用与能与其发生胶粘的反应的树脂。本次实验由于只做了试验用样块,所以没有刷涂胶衣。
1.4、骨料
骨料是矿物铸件中含量最多的组分,而骨料的种类及特性对整个铸件的性能影响特别大,本次九游会是研究河沙体系配方,选择的是河床上采集的天然鹅卵石颗粒,主要成分是二氧化硅(SiO2含量高达95%以上), 有较稳定的化学性质及较强的抗压性能,抗压强度在 60Mpa以上,相较于花岗岩的碎石,天然鹅卵石没有经过机器破碎,不会有隐性裂纹产生,表面光滑,尤其是混合流动性能的优越使得花岗岩系矿物铸件无法比拟。
骨料的选择不是单一的某一规格,任何体系的矿物铸件都需要多种多样的骨料,经过科学的级配。按照其粒径的大小,一般分为粗骨料和细骨料,粗骨料是平均粒径大于4.75 mm的骨料,由于其比较面枳较大,它们的比重也相对最多,加入后起到建立矿物铸件主要框架结构的作用,但要遵循骨料的最大粒径尺寸不能超过矿物铸件壁厚的1/3,实验样块的尺寸为40X40X160mm,因此九游会选择的粗骨料最大粒径在8-12mm之间。细骨料是平均粒径小于4.75mm的骨料.其主要作用是填充铸件里面的縫隙,与胶黏剤充分接触,连接大骨架的作用。相对于粗骨料,细骨料的占比较少,选择骨料的原则是:保证其化学成分对于环氧树脂固化没有不利影响,力学强度尽可能高,通过选拝不同种类及大小的骨料,使制成的铸件的致密度最大。本实验中选用两种粗骨料和两种细骨料。

粗骨料

图3 细骨料
1.5、填料
其作用主要是増加强度及改善流动性,填料的加入比例比较少.一般在7%以内,在矿物铸件中加入填料可以改善其收缩率,提高力学强度和尺寸稳定性,消除固化成形应力等等。一般作为聚合物复合材料的填料有石英粉 、钙粉 、 粉煤灰 、氧化铝 (Al2O3)和氧化铁 (Fe2O3)粉等.本次实验中主要选用一级粉煤灰,主要成分是活性SiO2(玻璃体SiO2),耐磨,对混合后的流动性有很好的效果。
其它填料:一般分为染色填料跟增强填料,染色一般采用氧化铁 (Fe2O3)粉,环氧树脂染色膏等,本次实验中选用BAYFERROX氧化铁黑4330,增强填料一般采用增强纤维、纳米碳化硅等,本次实验没有添加。

图4 矿物铸件材料
二、矿物铸件的成型
2.1.制备工艺
2.2.成型过程
工艺与成型过程本人在“矿物铸件在机床行业的应用 ”文章中均有介绍,此处不再详细叙述。
2.3矿物铸件的性能测试
矿物铸件的力学强度是最基本的性能,本实验以G-Tack 1050型号为胶黏剂制备的矿物铸件试样进行静态力学性能的测试, 根据德国标准DIN51290-3-1991机器工程用反应性 树脂混凝土 的检验.第3部分:分别制作了两种不同规格的样棒进行测试。
本实验中用到的主要设备:
1). 液压式压力试验机 (河北龙辰伟业仪器设备制造有限公司 DYE-2000型)
2). 抗折抗压试验一体机 (河北龙辰伟业仪器设备制造有限公司 DYE-300S定制型)
3). 实验用砂浆搅拌仪器 (JJ-5)
4). 混凝土单轴卧式实验室专用搅拌机(无锡锡工30L)
5).2000mmX3000mm高频振动平台 (河南康振机械有限公司)
6). 精密电子称(30KG)
7). 恒温恒湿箱(法赛图XUELT058 )
8). 试样模具(40X40x160mm三联钢模、100x100x100mm三联钢模 )
9). 光学显微镜
2.3.1抗压性能测试
将100x100x100mm试件从恒温箱经过60℃±2℃的烘箱内干燥24h后,冷却至室温后进行试验,测量试件外观尺寸,如果浇铸面高出,需打磨至标准尺寸,将压力试验机上下承压板面擦拭干净,试件放在试验机的下压板或垫板上,以浇铸面侧面作为受压面、试件的屮心应与试验机下压板中心对准,启动试验机, 设置每秒0.8 MPa的加裁速度,当样件接近破坏开始急剧变形时应停止调整试验机油门,直至破坏,然后记录最大破坏荷载。
矿物铸件抗压强度按照下面公式计算:
抗压强度(MPA)=P(最大载荷 N/A(受力面积 M2)
本实验是取三个试件测量值的算术平均值作为该组试件的强度值,当最大值或者最小值与中间值的差异超过 15%,则舍去最大值或者最小值,取中间值作为该测试件的抗压强度值:如最大值和最小值与中间值的差异均超过 15% .则该组试件的试验结果无效,计算精确到0.1 MPa。
本实验釆用河北龙辰伟业仪器设备制造有限公司型号为DYE-2000的200吨压力试验机,实验装置及结果如下。

图6 抗压性能测试
表2为矿物铸件的抗压强度,其中01,02, 03为参照样块测试的强度,而wz220920-01,02,03为此次试验制得的矿物铸件材料,所测试的强度如下:
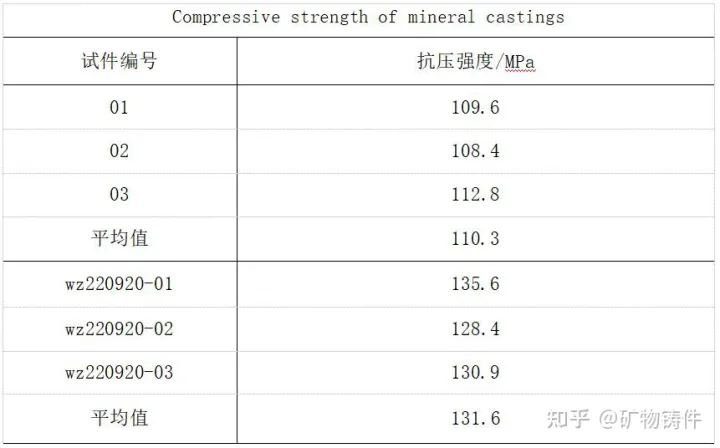
表2 矿物铸件的抗压强度
由上表可以看出,此次试验用的G-Tack 1050型号胶黏剂制成的矿物铸件材料抗压强度为131.6 MPa,比参照样块测出的抗压强度高21 MPa以上,说明后者的固化成型后力学性能较高。
两者在压缩过程中破裂时产生的效果也不一样。参照样块在破裂的瞬间,从内部向外部开裂,呈现一条条有序的裂纹,破裂后还是为一个整体;而当G-Tack 1050型号胶黏剂制备的矿物铸件在破裂的瞬间,发出很大的声音,铸石被完全压碎,与天然石头被压碎的形貌一致,说明此胶黏剂制备的矿物铸件脆性较大。
2.3.2抗弯性能测试
将40x40x160mm样块从恒温箱中经过老化后拿出,测量外形尺寸,浇铸面如有高出,需打磨至标准尺寸,如图7所示.

图7 测量试样外形尺寸
采用三点弯曲加载方式, 两个支点中间作为集中载荷且方向垂直受力。此时,试块上部受压应力,下部受拉应力,以试块破坏时的抗折强度、最大弯拉应变和弯曲模量来评价材料抗弯性能,见下图8。
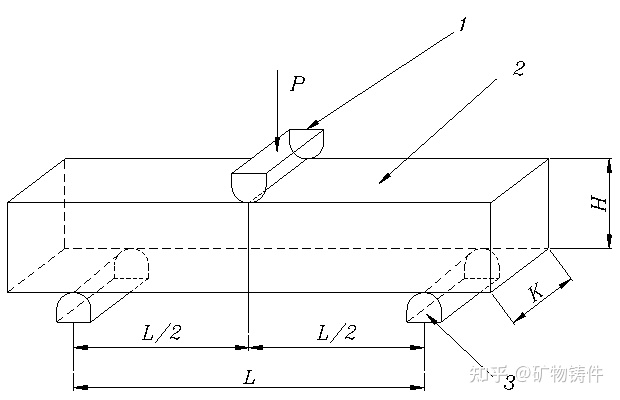
图8 1—可动压头;2—试样;3—支架
在 20t 抗折试验机上进行抗弯强度测试,以样块的浇注面相邻的侧面作为受力面,放入专用夹具中,如图9所示。
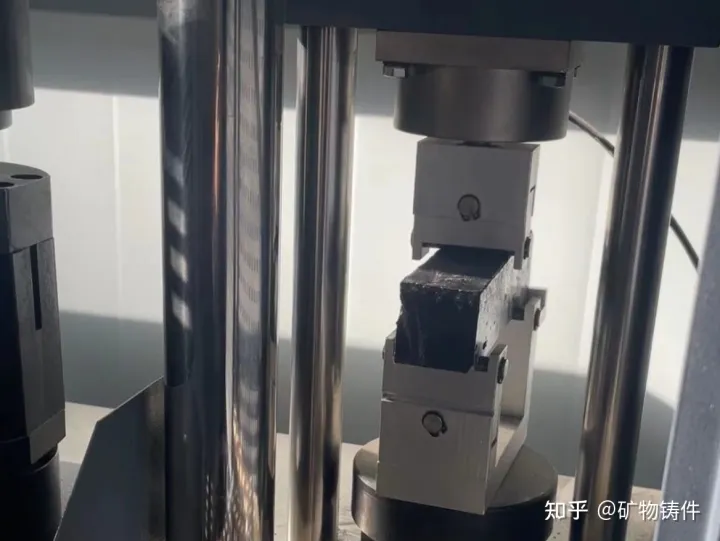
图9 矿物铸件抗折测试
加载速度为 0.02Mpa/s, 直至试块断裂,纪录下断裂时载荷,计算精确到0.1 MPa。
矿物铸件抗折强度按以下公式计算:
抗折强度 F(MPA)=3Pl/2bh2
其中, P:破坏载荷(KN);l:两支点间距(mm);b:载面的宽度(mm); h: 载面的高度(mm) 根据上述实验,绘制出荷载和变形曲线图。
本实验采用40x40x160mm规格试件测得的抗折强度值,本实验同样采用河北龙辰伟业仪器设备制造有限公司型号为DYE-300s的20吨抗折压力试验机,实验结果如下。
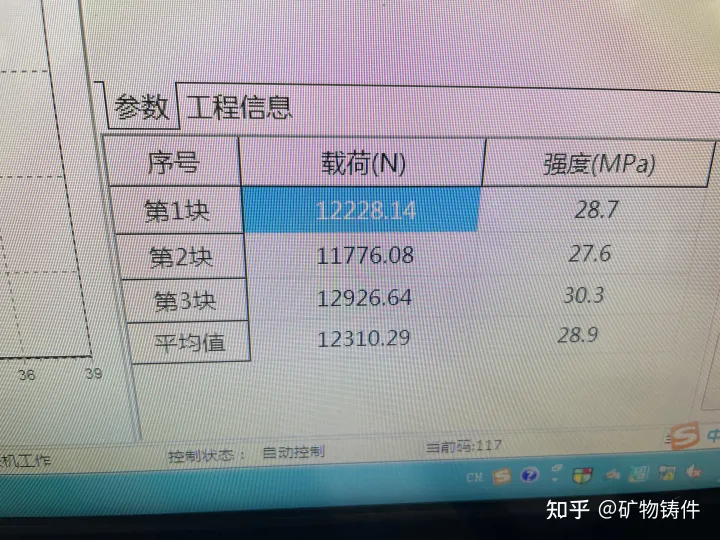
图10 抗折强度测试值
抗折实验需要的压力较小,刚开始施加压力,经过几秒钟,就从中间断裂而成两半,三组实验的抗折压力均在27-30MPa之间.下图为矿物铸件复合材料断裂示意图。

图11 矿物铸件试件的断面

图12 参考样块的断面
图11为本次制样测试抗折强度后,试件断裂两半的示意图.从图中可以看到,断面呈现较致密的结构,明显的孔洞很少。
表3为矿物铸件的抗折强度,其中1, 2, 3为参照试样材料,而wz220920-01,02,03为此次试验制得的矿物铸件材料,所测试的强度如下:
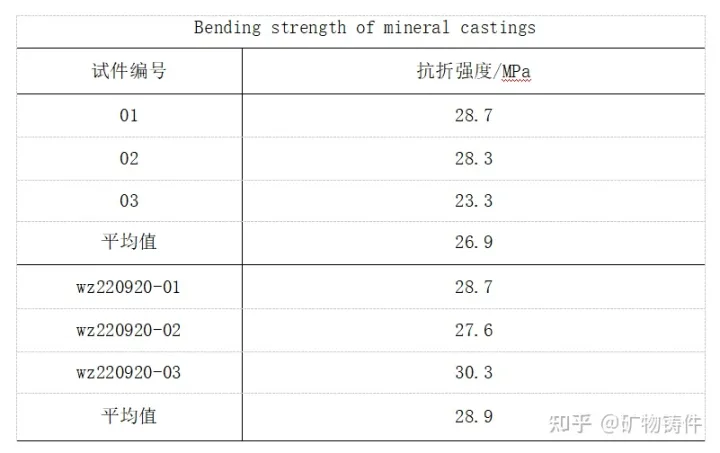
表3 矿物铸件抗折强度对照表
2.3.3弹性模量的计算
复合材料的弾性模量是衡量材料抵抗弾性变形大小的能力,是体现复合材料结构、温度、应力等相关的重要参数之一,一般弹性模量越大,材料的刚性越大,即在一定作用力下,材料发生的变形越小,同时也是反应该材料发生弹性变形的难易程度。弹性模量一般与抗压强度和密度相关,矿物铸件弹性模量按以下公式计算:.
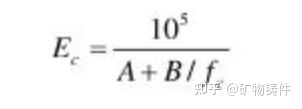
式中E,: 弾性模量(MPa):
A. B为经验常数,A=2.2. B=34.7:
fe— 试件的抗超强度(MPa):
将矿物铸件的抗压强度数据分别代入上式,即可得到参照样块材料的弾性模量为 39.8 MPa,本次制备的矿物铸件材料弹性模量为40.7 MPa.说明此次试验制作的材料的弾性模量较高。
三、材料的微观结构分析
从试件压断面微规结枸中可以分析看出,矿物铸件的增强作用在于消除了颗粒间内部的孔洞,形成更加致密的物理结构,通过显微镜九游会可以看到各种骨料聚合下的微观组织,从而获得胶黏剂和骨料的直正分布状态,以及获得高强度的原因,为九游会生产更高强度的矿物铸件提供技术支持。
材料微观结构(X10)
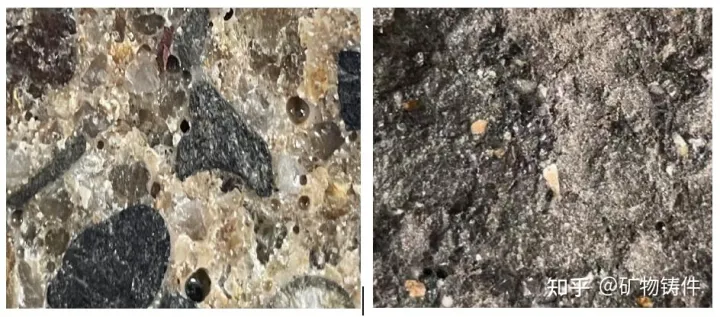
图13 材料微观结构1
材料微观结构(XI00)
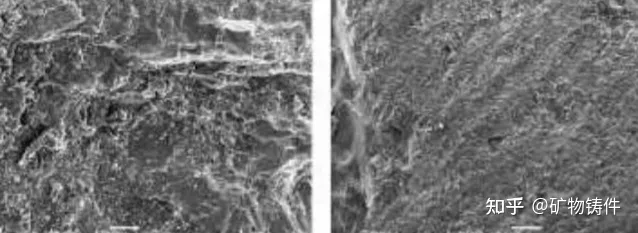
图14 材料微观结构2
结束语:本人仅对本次实验使用的原材料及制备方法做出的样块测试数据负责,不保证他人使用同样的原材料制备出的样块能达到此效果。

